+86 18310268158
+86 18310268158

Metal Part Design Optimization: Start by Finding Hidden Flaws
A drawing that looks complete can conceal critical flaws—such as insufficient bend radius, overstretched material in stamping, or welding interference. These issues cause mold damage, high scrap, and late deliveries once in production.
-
- design-optimization
-

- design-optimization
-

- design-optimization
Therefore, we proactively identify and rectify these problems: not only do we fabricate according to the drawings, but we also help customers with metal part design optimization before the construction begins.
Next, we will demonstrate how we can assist you in perfecting each metal part.
Reviewing the Drawings — Introduce Experience in Advance
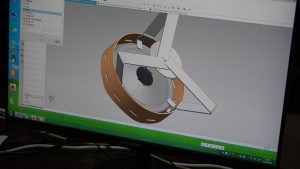
When we receive a new part drawing, the first step is to hold an internal DFM review. The engineers will conduct simulation-based verification of the parts’ manufacturability. They will examine the following items one by one:
- Is there a narrow interference zone at the bending point?
- Will the rounded transition in stamping/deep stamping cause cracking?
- Will the sharp corners in the laser cutting path lead to overheating and burn-off?
- Has the welding position reserved the operation space for electrodes or welding guns?
These review results will be sent back to the clients.
💡Genuine feedback
“They identified hidden bending and cracking risks in the drawings, sparing us mold rework and sample scrap, saving 4 weeks and over 60,000 yuan.”——Mary from the US
**Common Drawings “Flaws” and Corresponding Optimization Solutions
| Vulnerability category | Problem description | Optimization suggestions | Manufacturing capacity support |
|---|---|---|---|
| Bending | Specified bending radius is below material minimum, causing outer surface cracks. | Increase R angle to 1.2mm (e.g., 1.5mm CRS) and standardize bending directions to reduce mold changes. | Bending machine * 3 |
| Stamping/Deep Stamping | Deep-drawn part’s height/diameter ratio exceeds material limit, and no anti-wrinkle ribs are designed. | Add two pre-stretches and change bottom R from R2 to R5 to prevent side wall wrinkling. | Hydraulic presses * 4, 80 – 400 ton stamping machines * 4 |
| Welding | Two solder joints too close, causing heat buildup and board warping during welding. | Respace solder joints from 12mm to 25mm and add backside support ribs. | Automatic spot welding machines * 1, welding production lines * 3 |
| Laser cutting | Too many internal sharp corners cause laser dwell and overheating/burrs. | Change sharp corners smaller than 0.8mm to 0.5mm-radius arc transitions. | 6 kw laser cutting equipment * 2 |
Full-Process Fabrication Enables Optimization
We can provide tailored adjustment plans for our customers based on their needs. Since all the manufacturing processes are carried out in our 9,000-square-meter factory. There is no need for outsourcing, and the customers don’t have to coordinate with another supplier.
In addition to the sheet metal-related processes such as bending, stamping/Deep Stamping, laser cutting, welding, and surface treatment (with two production lines), we also offer:
– CNC Machining: 2 five-axis CNC machining centers + 3 vertical machining centers
– Metal Casting: Complete set of foundry equipment
Auxiliary equipment: 3 sets of pipe bending machines, 4 sets of laser marking machines, 12 sets of drilling machines
Click for full equipment list.
-

- factory
-

- stamping-machine
-

- laser-cutting
This means that whether your part is made of carbon steel or stainless steel, we can complete all the fabrication work from raw materials to finished products under the same roof.
This closed-loop capability is key to efficient metal part design optimization — engineers know upfront whether shop-floor equipment can execute their suggestions perfectly.
The actual gains brought about by optimization



Start optimizing your drawings!
Each imperfect drawing represents hidden costs. Through Metal part design optimization, we have helped our clients reduce the scrap rate by 30% and shorten the prototyping cycle by 40%.
Send the drawings → Get 1-on-1 service within 24 hours